在線客服
在線客服




顎式破碎機主要應用于礦山機械,連桿是破碎機里比較關鍵的零部件,屬于C100產品系列,該產品為大型箱體類鑄鋼件,主要輪廓尺寸為2 495 mm×938 mm×715 mm,材質為ZG20Mn5,鑄件單重3 829 kg,主要壁厚40~50 mm,其結構如圖1所示。技術要求全部磁粉探傷及超聲波探傷,制造難度較大。
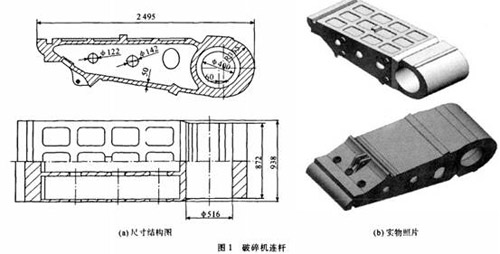
顎式破碎機連桿結構圖及破碎機連桿實物
1鑄造工藝性分析
(1)鑄件壁厚較薄,產生冷隔紋、澆不足的可能性較大,表面質量不好控制。
(2)鑄件局部熱節較多,熱節部位易產生縮松缺陷。
(3)鑄件要求磁粉和超聲波探傷,質量要求高,鋼液內在質量要有保證,工藝措施要科學合理。
(4)鑄件為內腔封閉式結構,筋板交接處熱節較大,易產生粘砂,產生粘砂后不好清理。
(5)鑄件材質以前我公司沒冶煉過,鑄件力學性能要求嚴格。
(6)鑄件表面質量要求較高,按原有的習慣操作已不能滿足產品質量要求。
2工藝方案及凝固模擬
(1)工藝方案1
采用立澆方式,放置240 mm×360 mm×310 mm腰圓型暗冒口4只,進行凝固仿真模擬,如圖2。鑄件重連同澆冒口總重為4 425 kg,工藝出品率86%。從模擬結果來看鑄件縮松部位較多。

采用立澆方式的破碎機連桿鑄造工藝
(2)工藝方案2
采用立澆方式,放置240 mm×360 mm×310mm腰圓型暗冒口1只,放置D1 20 mm圓暗冒口5只,放置口650 mm×450 mm圓冒口一只,進行凝固仿真模擬,如圖3所示。鑄件連同澆冒口總重5 377 kg,工藝出品率71%。從模擬結果來看鑄件縮松情況比方案一有所減少。筋板交接處和筋板厚大處有縮松縮孔出現。
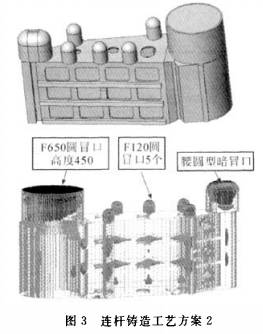
破碎機連桿凝固仿真模擬
確定的工藝方案經過認真分析,考慮鑄件的使用要求和技術要求,遵循順序凝固的原則,并結合凝固模擬分析和生產經驗,確定采用側澆方案,兩開箱造型,分型面選擇在模樣中間部位,模樣結構及澆注位置如圖4所示。
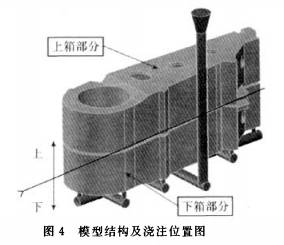
破碎機連桿模型結構及澆注位置
3鑄件工藝設計
3.1造型工藝參數的確定
(1)縮尺
由于該鑄件結構較緊湊,整個鑄件在凝固收縮過程中,受鑄型的機械阻礙影響不是很大,因此選擇模樣縮尺為2.0%。
(2)加工余量
由于鑄件輪廓尺寸較大,為保證加工面精度,選擇上表面加工余量為12 mm,下面和側面的加工余量為10 mm。
(3)分型負數
由于采用上箱和下箱分模造型,分型負數選擇3 mm,上下箱對稱分布。
3.2 澆注系統的設計
為保證澆注系統充型平穩,減少金屬液對型腔的沖擊,避免出現夾砂、沖砂現象,我們采用底注式澆注系統,使金屬液充型平穩,更好的保證鑄件內部質量。為防止鑄件澆不足和表面出現冷隔紋,澆注系統設計為開放底返式,直澆道采用p100 mm一個,橫澆道采用D80 mm兩道、從中間往兩邊分開,內澆道采用D60mm八道,澆注系統設置如圖5所示。
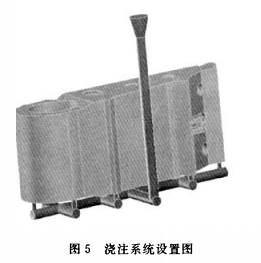
破碎機連桿澆注系統設置圖
3.3 冒口及外冷鐵設置
由于鑄件局部熱節較多,為保證形成由鑄件向冒口的順序凝固方式,保證鑄件內部組織致密,探傷合格,通過凝固模擬分析,并依據實踐經驗,確定外冷鐵和冒口設置方案如圖6。采用D120 mm圓暗冒口5個,腰圓型240 mm×360 mm×310 mm暗冒口一個,放置D650 mm×D450 mm圓冒口一只。為消除凸臺及熱節處的縮孔縮松缺陷,在凸臺及熱節處設置外冷鐵。
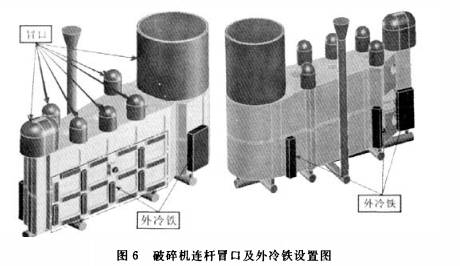
破碎機連桿冒口及外冷鐵設置圖
4鑄造生產質量控制
4.1模樣制作與檢查
模樣采用實樣木模,要保證整體強度和剛度,在吊運、起模過程中不得有任何變形,模樣要做出起模吊鼻,保證吊運起模安全。模樣要求表面光潔度達到1級,棱角分明。鑄造圓角要從外模及芯盒中做出來。造型、制芯以前,造型與制芯人員首先要明白圖紙及工藝要求,嚴格依據工藝圖檢查模樣、芯盒狀況,檢查的內容包括外模尺寸、各處拔模斜度、上下芯頭定位、各部位活塊數量、位置、松緊程度。
4.2型芯砂
(1)要求原砂進廠要全部進行復檢,Sioz、含泥量、目數等參數必須合格,具體各項指標必須達到以下要求:石英砂Si()2≥97%;目數為40~70目;含泥量≤O.5%,角形系數≤1.3。鉻鐵礦砂Crz0。≥38%,Si02≤6%,Ca0≤2%
(2)每碾子型芯砂都必須做性能檢驗,檢驗數據不合格不得進入生產,型砂實驗員留好原始記錄備檢。型砂性能指標:濕壓強度18~20 kPa,濕透氣率≥150,含水量≤3.6%.
4.3 制芯
(1)制芯前準備好芯骨,芯骨上焊接吊鼻或者備上鐵絲作為吊鼻,兩個大芯子內放適量填充物;后端的芯子尤其注意采取排氣措施,芯骨強度足夠,外纏草繩,芯骨長寬最大尺寸距離芯子外表面吃砂量大于3U mm。
(2)各砂芯采用樹脂砂制作,拐角處用鉻鐵礦砂制作,厚度lO~20 mm。保證足夠緊實度和表面光潔度。
(3)兩個大芯子上焊接排氣管,通到芯頭的平面上,制芯時在各個筋板位置作出排氣孔,直徑D10mm,數目兩道。
(4)芯子制作完畢后,表面涂刷醇基鋯英粉涂料兩遍。
4.4造型
(1)澆注系統全部采用耐火磚管,注意澆口磚管之間的連接要緊密,防止型砂進入澆口內部。
(2)鑄件的大冒口用保溫板圍成,后端的3個異形冒口用保溫冒口。
(3)模樣放入砂箱,預留好澆口管位置和冒口位置,模樣表面涂刷脫模劑,利于脫模。
(4)面砂吃砂量大于100 mm,緊實度足夠高而且要保證均勻。
(5)使用外冷鐵以前,仔細檢查外冷鐵銹蝕情況,進行充分打磨除銹。
(6)起模后修型光潔,型腔內不得留有散砂。
(7)上箱造型時,適量增加吊棍數量,防止塌箱。
(8)上下箱開箱前扎出毋6 mm出氣孔,芯頭處出氣孔保證扎透。
(9)修型后,砂型用二氧化碳適當硬化,防止上窯烘干及吊運過程中型腔變形。
(10)烘干后砂型用醇基鋯英粉涂料涂刷兩遍.
4.5 下芯、合箱
(1)合箱以前仔細檢查型、芯尺寸。無誤后方可進行下芯合箱。
(2)下芯時仔細核對各部壁厚是否合適,探傷部位不得采用芯卡定位,仔細檢查確認無誤后才能下另一塊砂芯。
(3)芯子下完后,將型腔內散砂再次清凈,同時仔細檢查各部尺寸,無誤后方可進行合箱操作。
(4)扣箱時注意觀察是否有砂塊脫落,不允許有砂塊帶進型腔。
4.6 熔煉、澆注
鋼液的純凈度及澆注溫度直接影響鑄件的質量。加強工序質量控制,采用變質處理及鋼包底吹氬技術嚴格控制鋼液質量,減少鋼液中氣體及有害元素含量,控制澆注溫度和澆注速度,增加鋼液的補縮能力,保證鑄件組織致密。冶煉時成分按中限控制,爐前脫氧,在包內采用稀土硅進行變質處理,出鋼溫度控制在1580~1610℃。出鋼前要保證各元素含量在限定區間范圍內。澆注時及時引火,并采取防跑火措施。澆注采取先慢澆、然后大流快澆、最后慢澆的原則,澆滿后停3 min充點冒口一次,然后再停5 min充點冒口一次。鋼包采用底注式澆包,不許用新砌的鋼包。鋼包必須保持干燥,烘包溫度要保證在700℃以上,出鋼后鋼液在包內鎮靜時間大于7 min,用熱電偶測溫儀測溫,澆注溫度控制在1530~1550℃。
4.7精整與熱處理
(1)開箱后,盡快清理冒口根部殘砂,保證100℃以上熱割冒口,清砂時注意不能用風鏟直接與鑄件表面接觸,防止損傷鑄件表面。
(2)按照公司制定的完全退火工藝進行退火,試塊同爐退火。
4.8質量檢驗
(1)鋼液檢驗必須嚴格仔細,檢驗以前,查對標樣的成分,特別注意S、P含量一定不能超標。
(2)超聲波探傷與磁粉探傷是鑄件質量檢驗中非常重要的部分,進行超聲波檢驗的技術人員必須在檢驗以前充分熟悉相關超聲波探傷檢驗文件,熟悉探傷的部位,準備好檢驗的材料和器具。
(3)力學性能檢驗,試棒的尺寸必須按照用戶提供的試棒圖紙進行加工和試驗。
(4)低溫沖擊實驗在零下30℃進行,數值大于27J,每次準備不少于3支試樣。沖擊試塊尺寸按標準制作。
經過實際生產驗證,生產出的破碎機連桿鑄件,表面質量良好,組織致密,磁粉和超聲波探傷都達到標準要求,力學性能完全符合技術條件要求。第一批生產的六件送達用戶后,全部通過用戶驗收,無論是內在質量還是外在質量都得到了用戶的質量認可。目前我們已進入批量生產階段,用戶訂購數量逐年增多,與用戶形成了良好的業務聯系,鑄件質量贏得了用戶的滿意。

 :2242538890 2233515786 280327213 技術::497398702
:2242538890 2233515786 280327213 技術::497398702  MSN:
MSN:

豫公網安備 41010502002251號
掃破碎機網微信公眾號-閱讀行業最新資訊